Полотна для ленточных пил Lenker Germani




В наличии есть все стандартные размеры . Не стандартные размеры возможно привезти в кротчайшие сроки !
Полотна для ленточных пил
Самый узкий рез и минимальный расход материала в стружку при порезке заготовок дает применение ленточных пил.
Инструмент этого типа позволяет успешно резать углеродистые и легированные стали, чугуны, цветные металлы и сплавы, сохраняя высокую производительность без ущерба качеству реза.
Основные недостатки ленточных пил – существенный износ режущей кромки (зубьев) и риск обрыва полотна по сварочному шву. Для заточки необходимо сложное специальное оборудование, поэтому на большинстве предприятий затупившийся инструмент предпочитают просто менять на новый.
Материалы для ленточных пилы по металлу
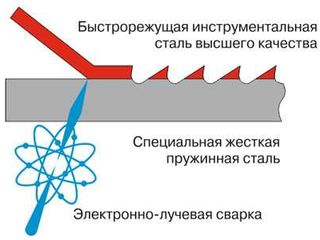
Современные ленточные пилы изготавливают на базе биметаллических композиций. За основу берут пружинную сталь, к которой при помощи лазерной сварки присоединяют узкую полосу быстрорежущей стали. После этого на фрезерном станке нарезаются зубья. Такое сочетание решает сразу несколько задач:
повышает сопротивление усталости корпуса пилы;
режущая кромка имеет оптимальную износостойкость;
сводится к минимуму сопротивление резанию.
Для корпуса пилы подбирают рессорно-пружинные марки сталей: 45ХН2МФА, 50ХГФА. Такие материалы не разрушаться с течением времени под действием изменяющихся рабочих нагрузок, имеющих циклический характер. Режущую кромку пилы изготавливают из быстрорежущих сталей марок 7Р1М5К5, 11Р2М10К8 и 12Р10М4К10.
Для ленточных пил с высокими требованиями по изностойкости режущую кромку формируют путем напайки и заточки зубьев из твердых сплавов Т5К10, ВК4, ВК8. Сегментные полотна выпускают с покрытием режущей поверхности мелкодисперсной абразивной крошкой. В этом случае копируют принцип отрезки абразивным кругом.
Технологии производства ленточной пилы
Сложный профиль зубьев ленточной пилы получают путем контурного фрезерования. После нарезки полотно подвергают сложной термической обработке, по результатам которой режущая часть приобретает твердость 62..64 HRC, а основная остается значительно мягче – в пределах 42 - 45 HRC.
Для увеличения стойкости на рабочую часть некоторых пил наносят защитное покрытие нитрида алюминия и титана. Это увеличивает ресурс изделия в 2 - 4 раза, а поверхностная твердость зубьев вырастает с 720 HV до 2300 HV.
Законченный вид кольца пила приобретает при помощи контактной сварки давлением. Для этой технологии не нужен присадочный материал, поэтому сварочный шов по механическим характеристикам полностью соответствует металлу пилы. Для снятия остаточных напряжений его подвергают стабилизационному отжигу.
Ленточнопильные полотна
Ленточные пилы – высокопроизводительный инструмент, позволяющий выполнять отрезку заготовок любого сечения с минимальным расходом в стружку. Режущая часть пилы имеет сложный зубчатый контур, выполненный с определенным шагом. Технологические возможности ленточного полотна напрямую зависят от геометрии рабочей части, и обширный диапазон вариантов позволяет подобрать инструмент под любые технические задачи.
Конструктивные особенности Ленточнопильных полотен
Толщины полотен стандартизованы и определены рядом установленных чисел. Фактическая толщина реза по металлу будет несколько больше – с учетом развода зубьев в обе стороны, отгибающих нагрузок и некоторого искривления профиля при резании. Рабочая часть пилы может быть выполнена с постоянным или переменным шагом зубьев. При этом допуск на эту величину колеблется от 0,2 мм до 1 мм. Точное позиционирование снижает общую нагрузку на зубья и интенсивность износа, но удорожает производство. Зубья ленточного полотна разводят в обе стороны для обеспечения стабильного реза и равномерного распределения нагрузок. Выпускают изделия с четырьмя вариантами расположения зубьев:
Переменная схема. Устойчивое повторение композиции «прямой зуб, правый, левый».
Комбинированная схема. Композиция «прямой зуб, правый, левый, правый, левый».
Групповая схема. Композиция по принципу переменной схемы, но зубья с уклоном идут дублем.
Волновая схема. За прямым зубом следует троекратное дублирование зубьев с уклоном в одну сторону, затем прямой зуб и такой же блок с уклоном в другую.
Геометрия режущей части
В наибольшей степени на распределение усилий резания оказывает влияние величина переднего угла зубьев. Ранее выпускались полотна только с нулевым значением, но развитие технологий дало возможность профилировать режущую часть с четкой ориентацией на сферу применения:
передний угол 0 - для резки чугуна, нержавеющих и высоколегированных сталей, тонкостенных труб и фасонного проката;
передний угол 6 - для резки в условиях возможных ударных нагрузок и вибраций;
передний угол 10 - для резки толстостенных труб, конструкционных сталей и цветных сплавов;
передний угол 16 - для резки высоколегированных и инструментальных сталей.
Для резания труднообрабатываемых материалов – титановых и кобальтовых сплавов, жаропрочных сплавов на основе никеля – назначают ленточные полотна с формой зуба увеличенной высоты. Специальная геометрия позволяет снизить риск заклинивания в металле заготовки.
Caracteristici principale
- Tip Industrie și producție